



钢厂---某高线轧机诊断报告
一.谱图分析
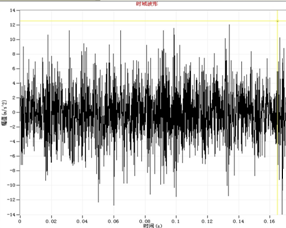
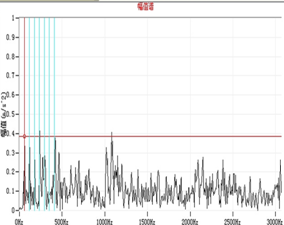
图1、2008年03月18日09:05波形图
特征频率表3(精轧电机转速为1103 r/min,谱图数据)
序号 | 故障信号频率(Hz) | 计算特征频率(Hz) | 振幅 | 绝对误差 (Hz) | 相 对 误 差% | 可信度% | 故障部位及性质分析 |
1 | 58.594 | 59.946 | 0.384 | 1.352 | 2.255 | 90 | I轴(见图1)转频 |
2 | 117.188 | 119.892 | 0.347 | 2.704 | 2.255 | 90 | 2×I轴转频 |
3 | 181.641 | 179.838 | 0.261 | 1.803 | 1.002 | 95 | 3×I轴转频 |
4 | 240.234 | 239.784 | 0.415 | 0.45 | 0.187 | 100 | 4×I轴转频 |
5 | 298.828 | 299.73 | 0.285 | 0.902 | 0.301 | 100 | 5×I轴转频 |
由时域波形中可以看出冲击信号;从幅值图看出,28架锥箱I轴转频(58.594Hz)幅值在3月18日09:05为0.384m/s²,伴有I轴转频的2×、3×、4×等高次谐波成分。建议厂方关注28架测点的振动情况,在近期检修中对28架锥箱I轴两端轴承进行检查。
二、检修结果
厂方拆箱检查,发现28架锥箱I轴上162250G轴承内圈断裂。与诊断结论相符。



